Сварочные материалы
Основную часть сварочных материалов в автомобильной промышленности составляют сплошные сварочные проволоки различных марок в зависимости от типа основного металла. Эти проволоки являются объектом наших постоянных работ, направленных на улучшение их сварочных характеристик.
Некоторые из этих исследований направлены на оптимизацию химического состава проволок с целью их наиболее эффективного взаимодействия с основным металлом. В настоящее время автомобильная промышленность использует для производства кузовов широкий спектр различных материалов.
Существуют важные требования к электродам, включающие надежность подачи, малый уровень разбрызгивания, низкий уровень или отсутствие загрязнения поверхности сварных соединений и легкость сварки листов с цинкосодержащими или алюминизированными покрытиями. Применение порошковых проволок в автомобилестроении будет описано в конце этой статьи.
При проектировании элементов системы удаления отработавших газов и каталитических дожигателей особое внимание обращается на выбор материалов, которые обеспечивали бы эффективность работы и долговечность элементов системы, подверженных воздействию высоких температур.
Такие же требования выдвигаются и к сварочным материалам. Они должны обладать высокой температурной стойкостью, обеспечивать коррозионную стойкость и иметь хорошие характеристики усталостной прочности. Вот здесь и появились порошковые проволоки, которые могут удовлетворять вышеперечисленным требованиям.
Изменение вида сварки. Следующий пример показывает, как изменение сварочного материала и процесса улучшило качество, а в данном случае и производительность. Этот пример относится к каталитическому дожигателю, и в частности, к соединению фланца с выходной трубой.
Выходная труба дожигателя изготовлена из ферритовой коррозионно-стойкой стали; фланец - из обычной углеродистой стали. Обычно для сварки использовали сплошную сварочную проволоку диаметром 1,0 мм, стабилизированную ниобием класса 409.
При сварке возникали проблемы разбрызгивания и плохого переноса металла электрода на основной металл, что вызывало малую выносливость и слишком высокую твердость в ЗТВ. В этом случае к сварочной проволоке предъявлялись жесткие требования для получения качественного сварного соединения. При разработке технологии, улучшающей качество сварки этого соединения, была опробована порошковая проволока также класса Е 409.
В результате разбрызгивание резко уменьшилось и наблюдался равномерный перенос металла электрода к основному металлу, что существенно увеличило усталостную прочность соединения. По-прежнему оставались проблемы высокой твердости шва в области ЗТВ: твердость была повышенной и трудно контролировалась выбором сварочных параметров.
Для уменьшения твердости и обеспечения требуемой жаростойкости и коррозионной стойкости была опробована порошковая проволока другой марки — Е 307 (18/18/6) диаметром 1,2 мм. Твердость уменьшилась; она не превышала величины 225 HV10, и микроструктура переходного участка между ферритовой коррозионно-стойкой сталью и углеродистой сталью стала благоприятной. Кроме решения выше указанных проблем применение этой порошковой проволоки позволило увеличить скорость сварки с 12 мм/с до 20 мм/с, что подняло производительность и на 22 % снизило стоимость изготовления каждой детали.
 РИС 1 Новый подход к сварке тонколистового металла. Обширные знания и ноу-хау в области сварочных процессов, а также тесное сотрудничество ЭСАБ с заказчиками из автомобильной промышленности привели в результате к появлению новых технологий сварки тонколистовых изделий.
РИС 1 Новый подход к сварке тонколистового металла. Обширные знания и ноу-хау в области сварочных процессов, а также тесное сотрудничество ЭСАБ с заказчиками из автомобильной промышленности привели в результате к появлению новых технологий сварки тонколистовых изделий.
РИС 2 Обычно при сварке тонколистовых изделий при уменьшении толщины листа уменьшают и диаметр сплошной сварочной проволоки. Только очень немногие производители переняли другой подход к сварке тонколистовых изделий - при уменьшении толщины листа вместо уменьшения диаметра сплошной проволоки применяют порошковую проволоку.
Новая технология использует для сварки роботы и порошковую проволоку диаметром 1,4 мм.
Марка разработанной для роботизированной сварки порошковой проволоки - OK Tubrod 14.11. Она имеет отличные свойства подачи, необходимые для безостановочной работы сварочного робота. Дуга исключительно стабильна и, следовательно, почти исключает разбрызгивание. Особенностью этой проволоки является возможность сварки при больших величинах сварочного тока и малых напряжениях дуги. Такие результаты были достигнуты в результате целенаправленных исследований.
 На рис 2 показана сварная тормозная педаль. При сварке вместо сплошной проволоки использовалась порошковая проволока OK Tubrod 14.11.
На рис 2 показана сварная тормозная педаль. При сварке вместо сплошной проволоки использовалась порошковая проволока OK Tubrod 14.11.
В результате рабочий цикл сварки уменьшился на 31%. Большинство сварщиков знают, что цена килограмма порошковой проволоки примерно в четыре раза больше цены килограмма сплошной проволоки. Однако, благодаря увеличению производительности, цена одного изделия снизилась на 11%.
Применение порошковой проволоки в данном случае не только значительно снизило стоимость изготовления изделия, но улучшило качество сварки и существенно снизило уровень разбрызгивания.
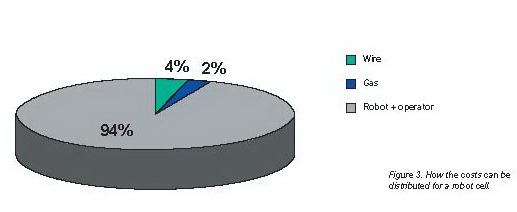
РИС 3 Снижение цикла роботизированной сварки тонколистовых изделий огромно. Это особенно важно для автомобильных заводов и их поставщиков, стремящихся повысить производительность и стабильность качества.
При внедрении новых, более эффективных сварочных материалов очень важно, чтобы они использовались во всей производственной цепочке. Иначе могут появиться слабые участки, сокращающие общее повышение производительности. Продуманное изменение технологии сварки всей производственной цепочки существенно экономит вкладываемые средства. Новые технологии сварки должны вводиться там, где они наиболее эффективны.
При сварке изделия, показанного на рис. 1, было нетрудно определить мероприятия, снижающие стоимость изготовления изделия. Стоимость сварочного робота и затраты на оператора составляют 94 % от стоимости роботизированного участка сварки. Учитывая эту цифру, можно усомниться в целесообразности многочасовых переговоров по снижению цены сварочных материалов на 5%, если этот материал снижает стоимость производства.
 Вот почему применение более дорогой порошковой проволоки OK Tubrod 14.11 выгодно предприятиям - снижается стоимость производства и увеличивается производительность. Геометрия шва обеспечивает плавный переход направленного металл к основному металлу. Профиль проплавления шире и более стабильный, что снижает зависимость качества шва от неравномерности зазора стыка. Значительно снижается риск появления сварочных дефектов и брака. Это - очевидная экономия.
Вот почему применение более дорогой порошковой проволоки OK Tubrod 14.11 выгодно предприятиям - снижается стоимость производства и увеличивается производительность. Геометрия шва обеспечивает плавный переход направленного металл к основному металлу. Профиль проплавления шире и более стабильный, что снижает зависимость качества шва от неравномерности зазора стыка. Значительно снижается риск появления сварочных дефектов и брака. Это - очевидная экономия.
Снижение разбрызгивания ведет к уменьшению остановок, связанных с чисткой приспособлений. Кроме того, по крайней мере, на 50% снижается количество остановок робота для очистки газового сопла. Это еще один фактор, влияющий на продолжительность сварочных циклов.
Очень важно также выбрать нужный вид упаковки проволоки. Для сплошной проволоки — это, безусловно, Marathon Рас. Появилась также упаковка Jumbo Рас, вмещающая 475 кг проволоки. Следует отметить, что применение упаковки Marathon Рас позволяет менять упаковки, не останавливая процесс сварки.
http://www.nisa.com.ua/index.php?page=catalog_4&id=117&subid=1282




